عیوب بیوستگی جوش چیست
عیوب جوش
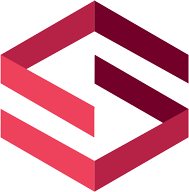
امروزه به زحمت می توان سازه ای را یافت که در آن از جوشکاری استفاده نشده باشد. دلایل گوناگونی می توان برای این امر برشمرد که شاید یکی از اصلی ترین آنها، اقتصادی بودن این رشو به دلیل نرخ اتصال بالاتر آن باشد. اتصالات جوشی در کنار مزایای فراوان دارای معایبی نیز هستند که نیاز آنها به بازرسی و آزمون توسط اشخاص دارای صلاحیت های مربوطه به منظور اطمینان از رعایت الزامات کیفی یکی از آنها است. نیاز اتصالات جوشی به بازرسی و آزمون به دلیل وجود ناپیوستگی در جوش و لزوم بررسی های اولیه و حین خدمت این ناپیوستگی ها می باشد.
ناپیوستگی جوش و عیوب جوش
بروز هرگونه انقطاع در ساختار فلز جوش را ناپیوستگی جوش گویند. از این منظر تمامی جوش های ذوبی دارای ناپیوستگی هایی در مقیاس میکروسکوپی می باشند. اما آنچه یک ناپیوستگی را خطرناک می سازد، افزایش پتانسیل تاثیرگذاری منفی آن بر خواص مورد انتظار جوش است. به عنوان نمونه در ناپیوستگی های ساختاری جوش، چنانچه ابعاد ناپیوستگی و یا فراوانی آنها در سطح یا حجم مشخصی از جوش بیش از مقدار معینی باشد، احتمال بروز کاهش قابل ملاحظه در استحکام اتصال افزایش یافته و بنابراین می بایست جهت ترمیم و تعمیر جوش اقدام نمود. با این توضیح عیوب جوش به آن گروه از ناپیوستگی های جوش گفته می شود که پتانسیل تاثیرگذاری منفی بالایی بر هر یک از خواص مورد انتظار جوش دارند.
استاندارد ایزو 5817 (ISO 5817)
چگونه می توان در خصوص اعلام پذیرش یا مردودی عیوب جوشی تصمیم گیری نمود؟ معیارهای پذیرش (Acceptance Criteria) کدامند؟ به عبارت دیگر چگونه می توان تشخصی داد که عیب جوش یافته شده، نیازمند تعمیر بوده و یا قابل اغماض است؟
تصمیم گیری در رابطه با لزوم یا عدم لزوم تعمیر عیوب جوش کاری پرمسئولیت و هزینه زا است که می بایست بر اساس مراجع مهندسی حاکم بر موضوع طراحی و ساخت انجام گیرد. بنابراین مهندس، بازرس و آزمونگر جوش می بایست از الزامات مرجع مهندسی مربوطه اطلاع داشته باشد. از جمله پرکاربردترین مراجع مهندسی در زمینه معیار پذیرش عیوب جوش، استاندارد ایزو 5817 (ISO 5817) است که عنوانی به شرح ذیل دارد:
« جوشکاری – اتصالات جوشکاری شده از فولاد، نیکل، تیتانیم و آلیاژهای آنها – سطوح کیفی نواقص (غیر از فرایندهای جوشکاری با پرتو) »
انواع عیوب جوش
اتصالات جوشی می توانند دارای عیوب گوناگونی باشند که آنها را می توان در سه گروه کلی به شرح ذیل جای داد:
- عیوب ساختاری جوش
عیوبی که پیوستگی ساختاری جوش را به شکل قابل ملاحظه ای متاثر نموده و ابعاد یا فراوانی آنها در سطح یا حجم مشخصی از جوش بیش از مقادیر مندرج در مراجع مهندسی (مقررات، استانداردها، نضامنامه ها و …) باشند، به عنوان عیوب ساختاری جوش شناخته می شوند. به عنوان مثال می توان ترک جوش یا تخلخل اشاره نمود.
- عیوب خواصی جوش
رخداد نقصان در هر یک از خواص اتصال جوشی بدون هرگونه علائم ظاهری را گویند. به عنوان نمونه می توان به کاهش مقاومت در برابر خوردگی در اتصالات جوشی از جنس فولاد زنگ نزن اشاره نمود.
- عیوب ابعادی جوش
عیوب جوشی را می توان به دو گروه کلی عیوب خطی و عیوب حجمی طبقه بندی نمود. برخی از عیوب جوش از جمله ترک ها (Cracks) در گروه عیوب خطی و بعضی دیگر از عیوب جوش از جمله تخلخل یا حفره گازی (Porosity) در گروه عیوب حجمی قرار می گیرند. به عنوان معیاری کلی، عیوبی که دارای لبه تیز بوده و در سطح فلز جوش قرار دارند، از پتانسیل تاثیرگذاری تخریبی بالاتری برخوردار هستند و نیازمند توجه و اقدامات اصلاحی بیشنری می باشند.
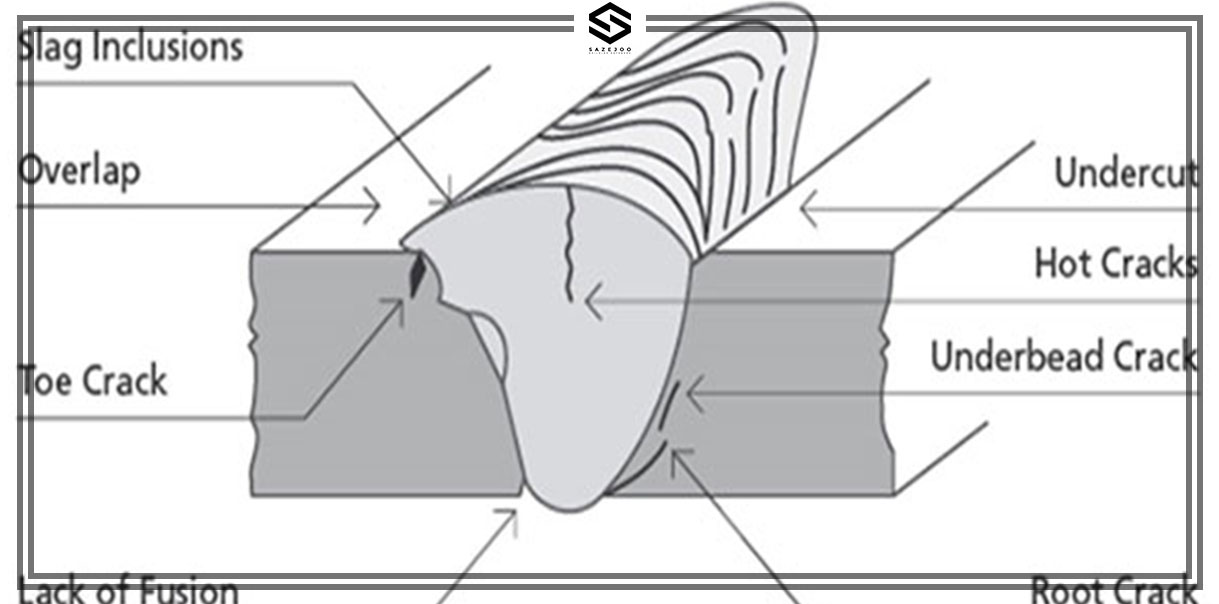
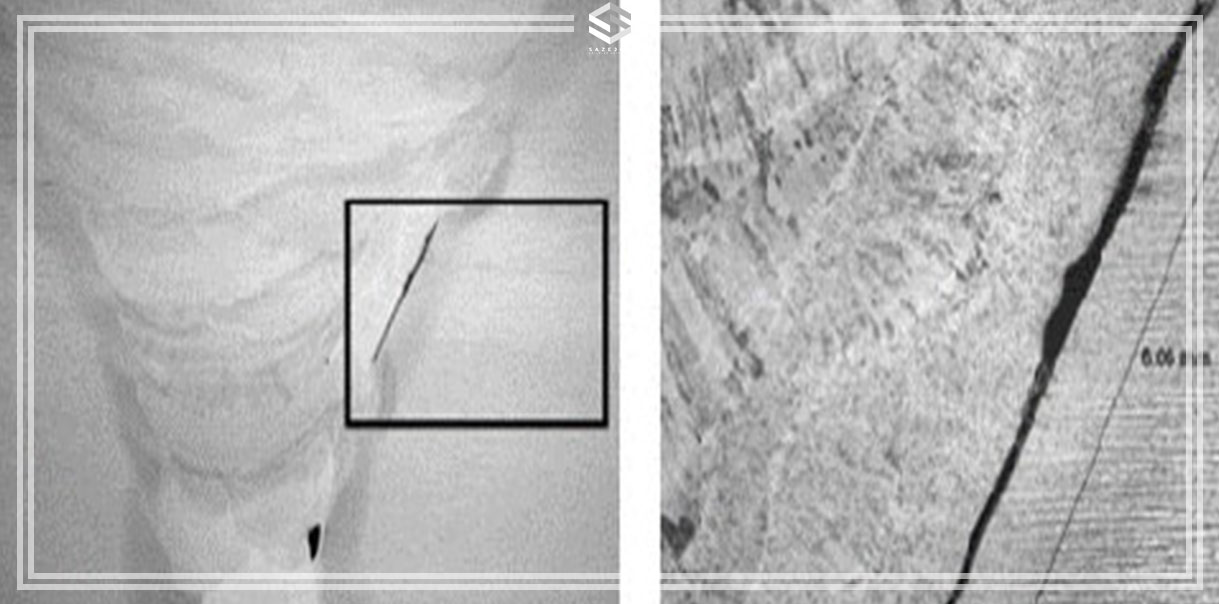
ترک (Cracks)
در میان عیوب جوش، ترک خطرناکترین آنها محسوب می شود و دارای پتانسیل فراوانی جهت تاثیرگذاری منفی بر خواص و عملکرد اتصال و ساختار جوشکاری شده حین خدمت (In Service) است. ترک های جوشی به اشکال گوناگون طبقه بندی می شوند که از جمله آنها از دیدگاه نوع، محل و ابعاد از دیدگاه های گوناگون به اشکال مختلف طبقه بندی می شوند:
- از دیدگاه نوع ترک
ترک های جوشی دارای انواع مختلفی هستند که از جمله آنها می توان به ترک سرد، ترک گرم، ترک بازگرمی و … اشاره نمود. نوع ترک بستگی فراوانی با عامل ایجادکننده آن دارد.
- از دیدگاه محل رخداد ترک
ترک های جوشی می توانند در فلز جوش (Weld Metal) و یا منطقه متاثر از حرارت (Heat Affected Zone – HAZ) رخ داده و نیز می توانند راستایی موازی با و یا متقاطع با جوش داشته باشند.
- از دیدگاه ابعاد ترک
ترک های جوشی می توانند ابعادی بزرگ و قابل مشاهده با چشم غیر مسلح تا ابعادی میکروسکوپی داشته باشد.
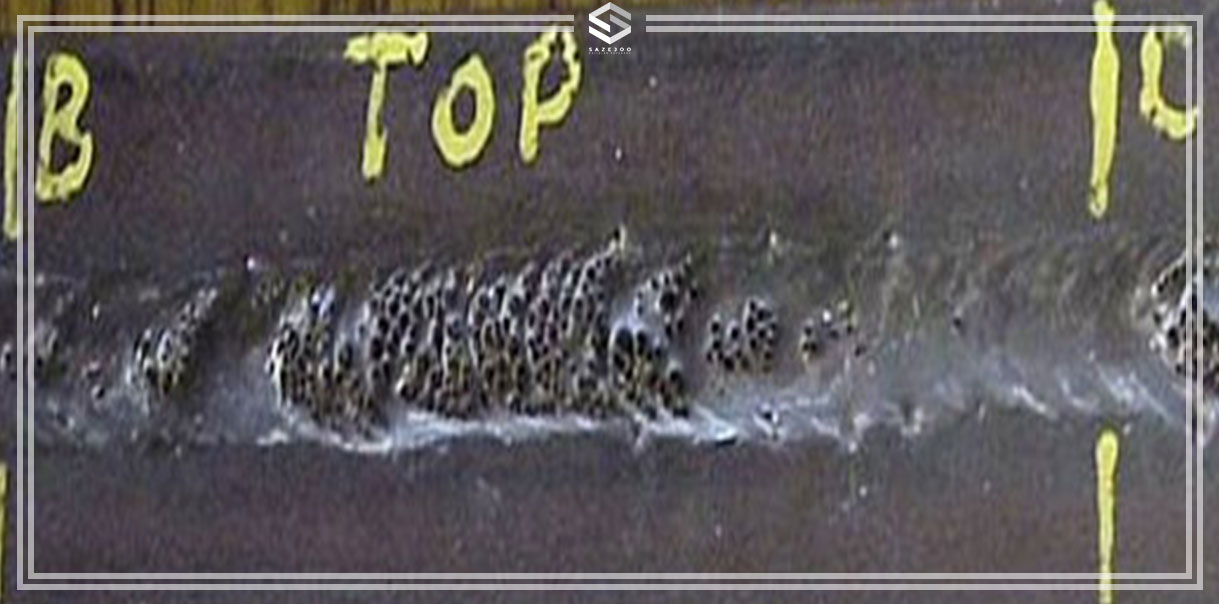
تخلخل (Porosity)
حبس شدن گاز در فلز جوش به هنگام انجماد باعث ایجاد تخلخل یا حفره گازی می گردد. تخلخل دارای اشکال مختلفی است. آنها اغلب کروی بوده و با فراوانی مختلفی در فلز جوش ایجاد می شوند، هرچند که به شکل غیرکروی نیز حادث می شوند.
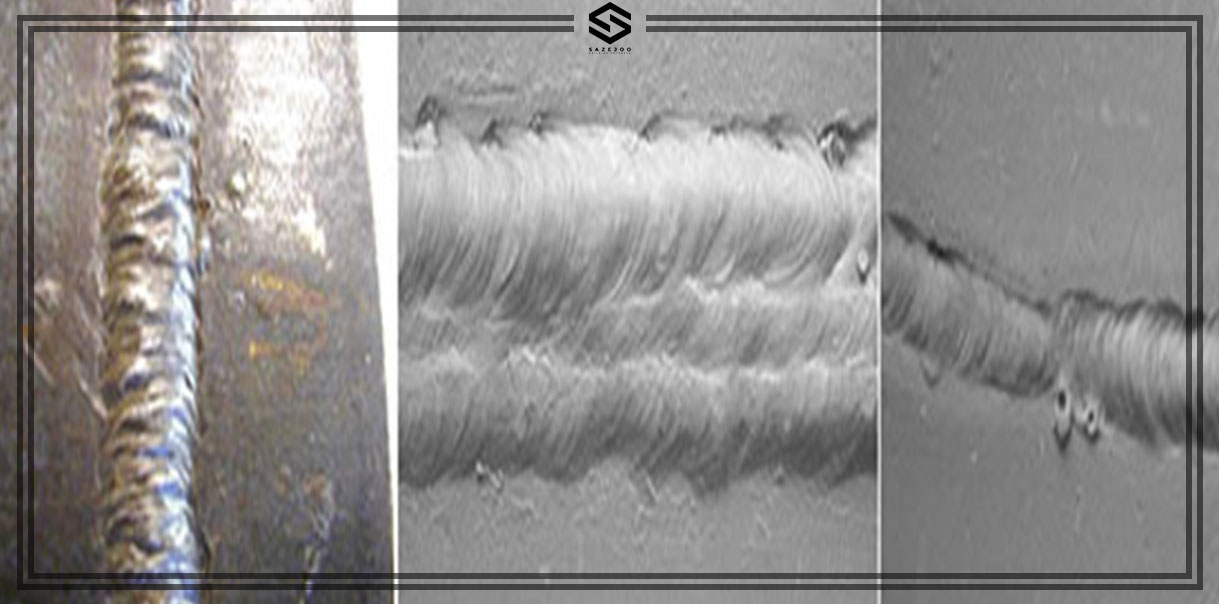
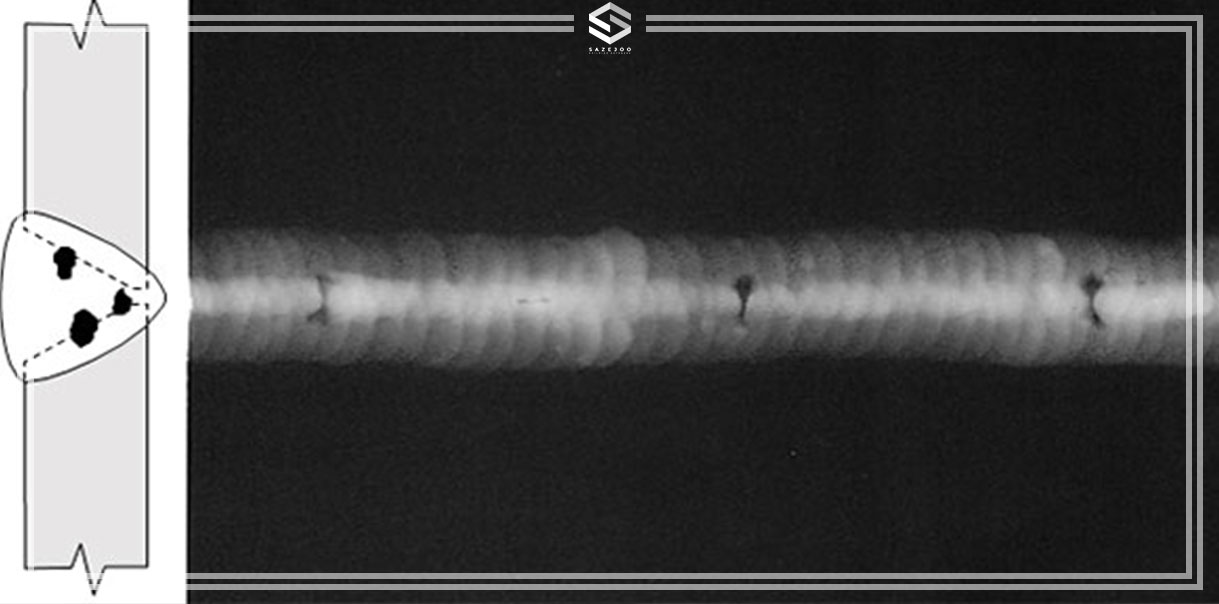
ناخالصی سرباره ای (Slag Inclusion)
در برخی از فرایندهای جوشکاری الکترود دستی (SMAW)، زیرپودری (SAW) و نوعی از توپودری (FCAW) که حفاظت از حوضچه مذاب بر عهده دود و گاز حاصل از سوختن پودر جوش می باشد، سرباره ای بر روی حوضچه مذاب شکل می گیرد که می بایست پیش از ایجاد پاس جوش بعدی به روش های مختلف برداشته شود. چنانچه بخشی از سرباره مذکور در فلز جوش باقی بماند، منجر به ایجاد عیب ناخالصی سرباره ای گردد.
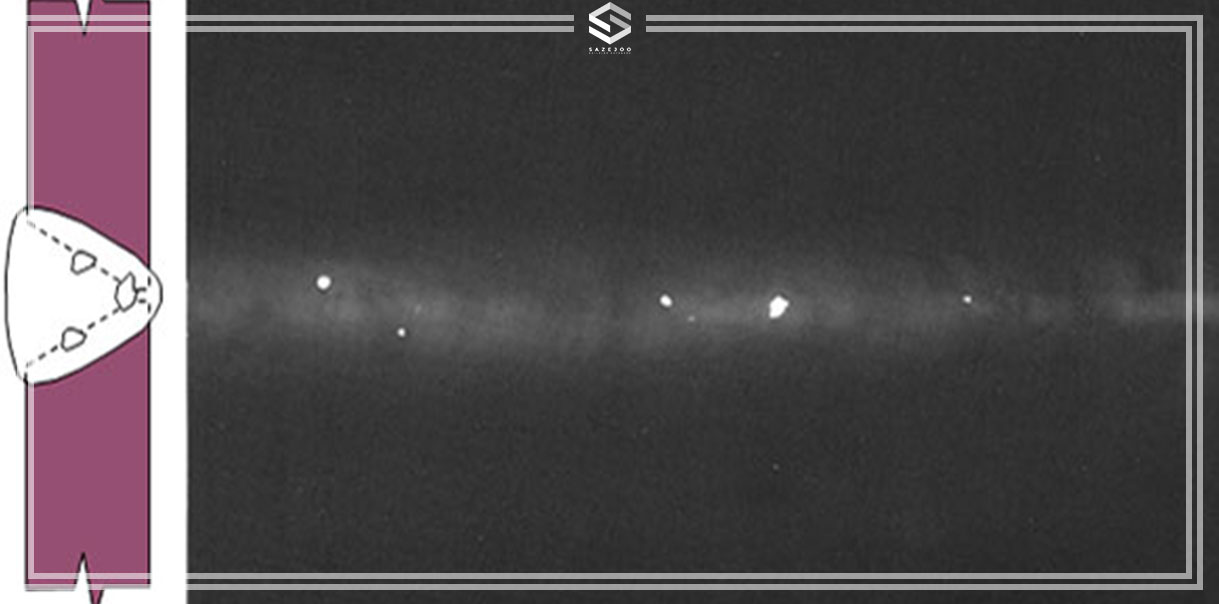
ناخالصی تنگستن (Tungsten inclusion)
در فرایند جوشکاری قوس الکتریکی با الکترود تنگستنی () که با نام فرایند جوشکاری آرگون نیز شناخته می شود، گاه قسمتی از الکترود تنگستنی ذوب شده و به درون حوضچه مذاب می افتد که منجر به ایجاد عیبی به نام ناخالصی تنگستن می گردد.
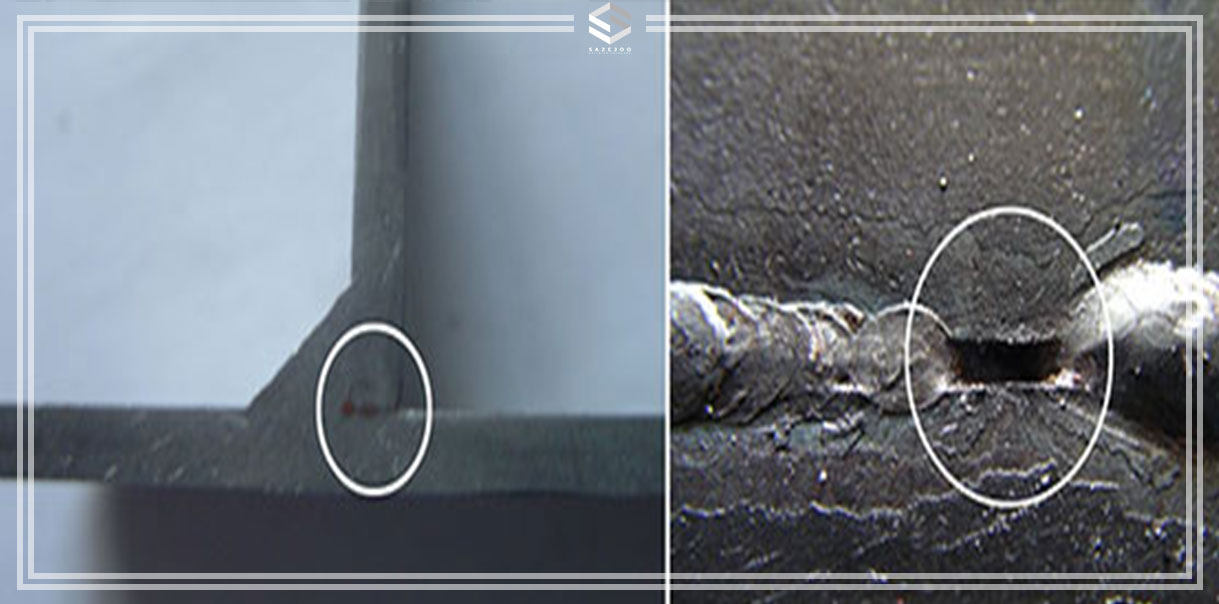
نفوذ ناقص (Lack of Penetration – LOP)
عدم نفوذ جوش در تمامی سطح مقطع اتصال جوشی نفوذ کامل (Complete Joint Penetration – CJP) را عیب نفوذ ناقص گویند که اغلب در سمت ریشه جوش رخداده و ضمن کاهش سطح مقطع موثر جوش، باعث افزایش تمرکز تنش در محل عیب و کاهش قابل ملاحظه ای در استحکام اتصال به ویژه در بارگذاری های دوره ای (Cyclic Loading) می گردد.
ذوب ناقص (Lack of Fusion – LOF)
عدم ذوب و پیوستگی کامل فلز جوش و فلز پایه در تمامی سطوح تماس موجود در اتصال جوشی نفوذ کامل (Complete Joint Penetration – CJP) را عیب ذوب ناقص گویند که اغلب بر دیواره یا ریشه اتصال و یا بین پاس های متوالی جوش رخداده و ضمن کاهش سطح مقطع موثر جوش، باعث افزایش تمرکز تنش در محل عیب و کاهش قابل ملاحظه ای در استحکام اتصال به ویژه در بارگذاری های دوره ای (Cyclic Loading) می گردد.
سوختگی کناره جوش (Undercut)
ایجاد کاهش ضخامت در محل اتصال فلز جوش و فلز پایه را سوختگی کناره جوش می نامند که به دلیل کاهش سطح مقطع موثر اتصال و نیز افزایش تمرکز تنش می تواند منجر به کاهش استحکام خستگی اتصال جوشی شود. لازم به ذکر است که عدم ذوب لبه شیار، سوختگی کناره جوش نبوده بلکه بلکه به عنوان عیب ذوب ناقص شناخته می شود.
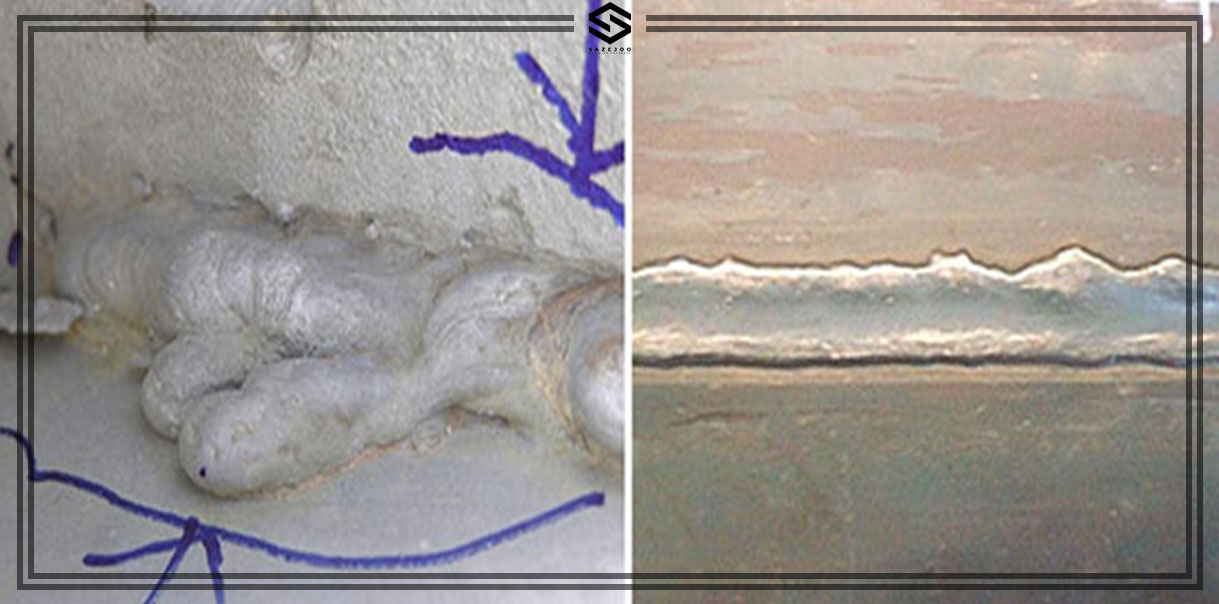
سرزیر جوش (Overlap)
عبور فلز مذاب از مرزهای جوش و قرار گیری آن بر روی فلز پایه منجر به ایجاد عیب جوشی با نام روی هم افتادگی می گردد.
دیدگاهتان را بنویسید